Băng Ghế Khán Đài Nhà Thi Đấu Thi Thao, Ghế Nhựa 2 Tầng
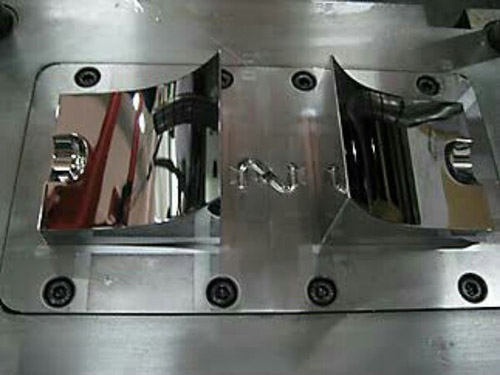
Trong quá trình đa dạng chủng loại hóa và cách tân và phát triển các sản phẩm cao cấp, việc nâng cao chất lượng khuôn đúc chính là yếu tố quan trọng quan trọng, để tạo nên các vật dụng thẩm mỹ và làm đẹp và có độ sắc sảo cao. Khuôn đúc càng sáng sủa bóng, sản phẩm đúc ra càng đạt chất lượng cao và chiếm được sự tin tưởng sử dụng của khách hàng
Trong quá trình sản xuất khuôn nhựa, tối ưu nhẵn và tối ưu gương sau quá trình định hình (hay nói một cách khác là quá trình mài với đánh bóng) đó là hai công đoạn quan trọng độc nhất vô nhị để cải thiện chất lượng khuôn. Vậy làm ráng nào để hoàn toàn có thể đánh bóng lòng khuôn giỏi nhất? phần đông yếu tố tác động đến unique quá trình tiến công bóng và bí quyết khắc phục như thế nào? Mời bạn xem thêm trong nội dung bài viết dưới đây

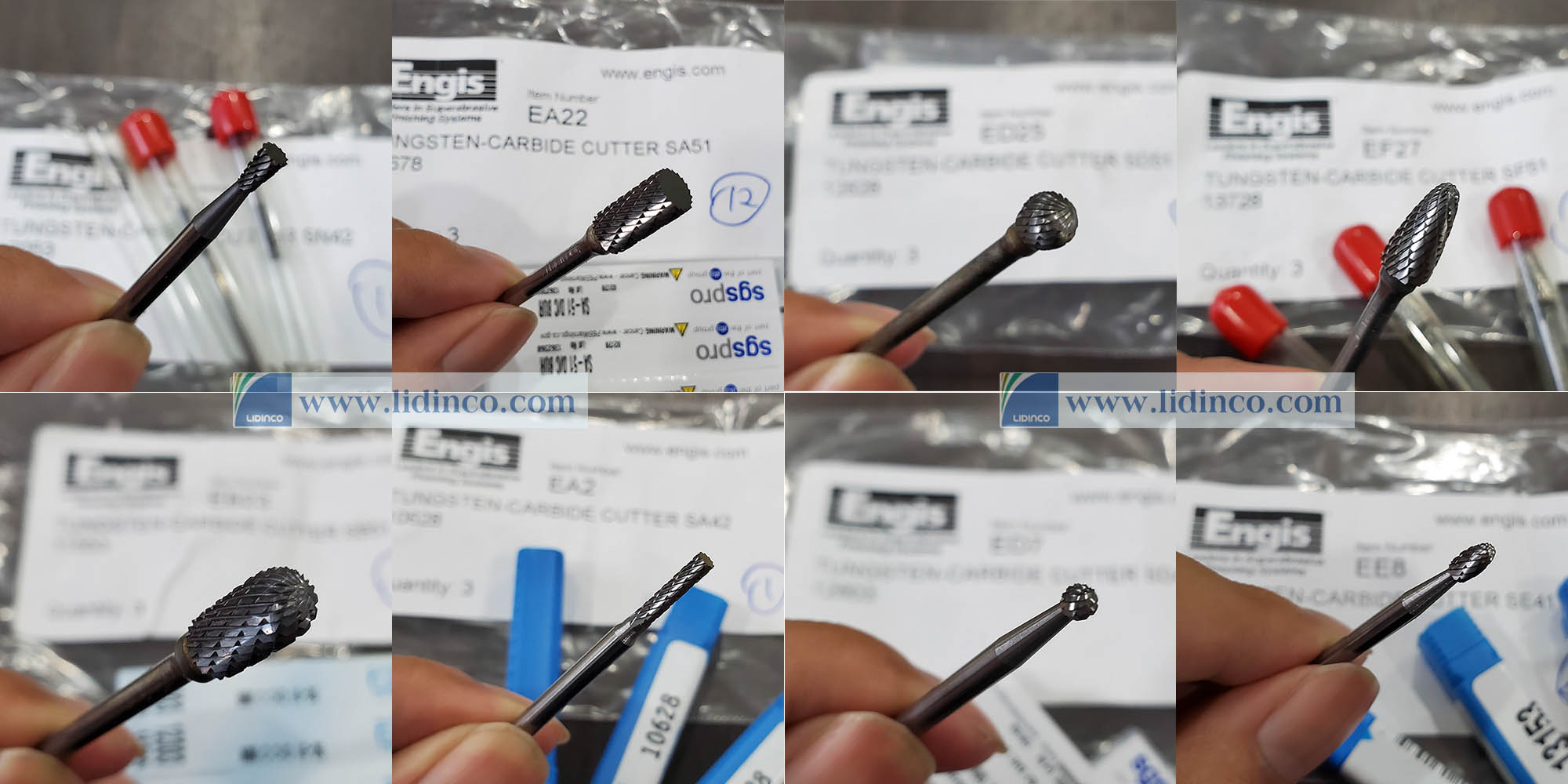
1️⃣ các vật bốn dùng trong quá trình đánh láng khuôn với độ grit khuyến nghị
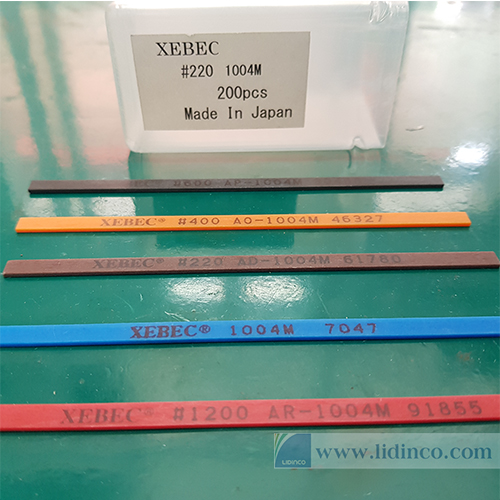
- Giấy nhám: #150, #180, #320, #400, #600, #800, #1000, #1200, #1500 - Đá mài dầu: #120, #220, #400, #600 - Nỉ tiến công bóng: dạng bánh tròn, dạng trụ vuông, đầu tròn - Bột kim cương: 1μm, 3μm, 9μm, 15μm - Giũa kim cương: giũa tròn, tam giác, vuông, dẹt.. - Mũi mài kim cương: hình trụ, hình nón, hình tròn - gỗ mài - Đá mài ceramic: #200, #400, #800, #1200
 |  |  |  |
 |  |  |  |
2️⃣ Giới thiệu quá trình đánh bóng khuôn vật liệu bằng nhựa cơ bản
Mỗi thợ kỹ thuật sẽ sở hữu những phương pháp đánh nhẵn khuôn của riêng biệt mình bắt buộc sẽ không tồn tại những quy chuẩn chỉnh nào chũm thể. Mặc dù nhiên, một quá trình đánh bóng khuôn phần đông đều theo 3 cách sau
1. Mài thô: Các bề mặt hoàn thiện thô sau thời điểm tiện, phay hoặc gia công EDM... Rất có thể được cách xử trí sơ bộ sử dụng máy mài luân phiên với tốc độ khoảng 35000 đến 40000 vòng/phút. Sau đó, thực hiện sử dụng đá mài dầu để gia công mờ dấu xước thủ công, sử dụng kèm cùng với dầu bôi trơn đánh bóng hóa học lượng để có tác dụng giảm ma giáp tốt. Thứ tự mài gồm thể đổi khác linh động từ #180 - #240 - #320 - #400 - #600 - #800 - #1000
2. Mài tinh: Sau khi dứt quá trình mài thô, các vết xước trên mặt phẳng sẽ mờ đi, tuy vậy các gợn vẫn còn đấy khá khủng để có thể tiến hành tiến công bóng. Tiếp tục sử dụng giấy ráp mịn làm mờ theo thứ tự #400 - #600 - #800 - #1000 - #1200 - #1500 (tùy theo tình trạng mà chọn nhiều loại độ nhám phù hợp). Bên trên thực tế, giấy ráp #1500 chỉ được thực hiện trên thép bên trên 52 HRC, không thực hiện trên những loại thép pre-hardened vì hoàn toàn có thể gây hỏng mặt phẳng hoặc ko đạt được kết quả như ước ao muốn
3. Đánh bóng: quy trình đánh bóng thường thì sẽ áp dụng bột kim cương cứng dạng paste. Công đoạn đánh bóng này thường thực hiện nỉ tiến công bóng để phân phối bột kim cưng cửng lên mặt phẳng phôi tác dụng nhất, trang bị tự tiến công bóng thông thường sau quá trình mài mịn sẽ là 9μm -> 6μm -> 3μm. Đối với các loại khuôn bao gồm yêu cầu cao hơn đôi khi bọn họ sẽ sử dụng những loại kim cương cứng đánh nhẵn xuống cho 1μm -> 0.5μm -> 0.25μm ( *đối cùng với các quá trình đánh nhẵn gương thời thượng này nên triển khai ở môi trường sạch không bụi bờ )

3️⃣ chú ý trong quá trình đánh bóng khuôn
(1) trước khi bạn bắt đầu gia công một lòng khuôn mới, hãy kiểm tra bề mặt của phôi đầu tiên và làm cho sạch bằng dầu hỏa để đá mài dầu có khả năng hoạt động tối đa, ko bị tác động bởi vết mờ do bụi bẩn
(2) khi mài bề mặt nhám, yêu cầu tiến hành các bước từ phần khó khăn đến phần dễ. Đặc biệt đối với một số góc chết khó mài thì trước tiên nên mài lòng sâu, cuối cùng là các lân cận và cuối cùng mới đến các mặt phẳng
(3) một trong những phôi tất cả thể có tương đối nhiều thành phần được đính ráp cùng với nhau. Cần được mài thô riêng rẽ từng phần hoặc chủng loại EDM của phôi, trước lúc mài mịn với đánh trơn phôi vẫn lắp ráp
(4) Đối cùng với phôi có mặt phẳng phẳng béo hoặc bề mặt bên phẳng, dùng đá mài nhằm mài các đường nhám tiếp nối dùng các tấm thép thẳng để soát sổ độ truyền sáng, đánh giá xem có nơi nào không phẳng phiu hoặc còn vết giảm không
(5) Kéo qua lại để mài mặt phẳng phẳng của khuôn và cố gắng giữ đến tay nỗ lực đá mài dầu tiếp xúc ngang tốt nhất với mặt phẳng khuôn nhất có thể. Xuất sắc nhất, góc tiếp xúc không vượt vượt 25 °, bởi vì khi độ dốc quá lớn lực xay từ bên trên xuống hoàn toàn có thể dẫn đến tạo những đường lồi lõm trên phôi.
(6) Khi đánh bóng mặt phẳng phôi bởi giấy nhám ép đồng hoặc tre, giấy ráp không được to hơn diện tích dụng cụ, nếu như không các bộ phận khác của khuôn rất có thể bị hình ảnh hưởng
(7) hình dạng của lao lý mài phải tương đương với hình dạng bề mặt lòng khuôn, để bảo đảm rằng phôi không bị biến dạng lúc mài.
Đánh trơn thép H13 đối với thép ko gỉ 420 Các nhiều loại thép khác biệt sẽ yêu cầu một phương pháp tiếp cận khác khi tiến công bóng gương. Ví dụ: buộc phải nhiều thời hạn để tiến công bóng thép không gỉ rộng thép H13. Trước khi bắt đầu giai đoạn đánh bóng gương bên trên thép H13, yêu cầu một lớp hoàn thành bằng đá dầu 600 grit, trong lúc trên thép không gỉ lớp hoàn thành xong bằng đá dầu nên ở tại mức 1000 grit, gồm nghĩa buộc phải đến 3 mài mịn hơn so với thép H13, cho nên vì thế sẽ tốn nhiều thời hạn hơn Ngoài ra, khi bắt đầu công đoạn tiến công bóng gương, thép không gỉ phải ban đầu với lớp kim cưng cửng thô hơn (15 micron paste) đối với H13 (9 micron paste). Vì chưng vậy, giai đoạn đánh láng này cũng mất nhiều thời gian hơn |
✅✅✅ Tham khảo hạng mục dụng nỗ lực - vật tứ mài khuôn
4️⃣ Môi trường thao tác làm việc khi tiến công bóng khuôn
- Để đạt được kết quả đánh bóng tối đa việc thực hiện mài thô cùng đánh bóng buộc phải được thực hiện ở hai vị trí tách bóc biệt nhau, điểm đặc trưng cần xem xét ở đấy là phải có tác dụng sạch toàn bộ các miếng vụn mài còn còn sót lại sau quy trình mài thô nhằm nó không gây ra những vết xước nhỏ nhặt trong quy trình đánh bóng - thường thì sau công đoạn đánh bóng bằng đá tạc mài dầu đến giấy nhám #1200, phôi khi tiến công bóng cần sạch không có bụi, đảm bảo an toàn làm bài toán trong môi trường xung quanh sạch sẽ để lớp bụi không phụ thuộc vào gây xước bề mặt - Đối với các yêu mong đánh láng gương với size từ 1μm trở xuống, việc đánh bóng cần được triển khai trong các buồng tiến công bóng sạch. Bởi vì ở độ bóng này bụi bờ hoặc gàu đều rất có thể gây ra những vết xước không ý muốn muốn - quá trình đánh bóng càng đòi hỏi chất lượng cao, càng phải sạch sẽ, ít bụi, khói, gàu, nước. Những yếu tố này đều phải có thể ảnh hưởng đến độ chính xác cao của mặt phẳng "gương" - Sau khi hoàn thành quá trình tấn công bóng, bề mặt phôi cần được thiết kế sạch trọn vẹn bụi, vụn mài, chất dung dịch trơn một cách cảnh giác để tránh bị xước hoặc xảy ra quy trình oxy hóa, cực tốt là phun một tờ sơn kháng rỉ lên bề mặt phôi và bảo vệ trong đk sạch sẽ, loáng khí

5️⃣ những yếu tố tác động đến quy trình đánh trơn khuôn
? triệu chứng phôi trước đánh bóng
- Trong quá trình gia công, lớp mặt phẳng có thể bị tàn phá do nhiệt, ứng suất bên trong hoặc những yếu tố khác cho nên việc lựa chọn phương pháp mài không cân xứng sẽ tác động trong từng trường hợp khác nhau (thay đổi linh động tùy thuộc vào tay nghề) - Các mặt phẳng được cách xử trí bằng quy trình EDM thường tấn công bóng hơn so với bề mặt gia công thường thì hoặc mặt phẳng xử lý nhiệt - giả dụ EDM không được thực hiện đúng cách, độ sâu của lớp bề mặt bị ảnh hưởng bởi tia lửa điện lên đến 0.4mm. Độ cứng của lớp bề mặt này cao hơn khá nhiều so với lớp bên trong nên rất nặng nề đánh bóng - Xử lý mặt phẳng một cách thủ công bằng mài thô là điều kiện để chế tạo cơ sở rất tốt cho câu hỏi đánh nhẵn gương
? chất lượng thép
- Thép rất chất lượng là điều kiện tiên quyết để để đảm bảo an toàn sản phẩm ở đầu cuối có độ sáng loáng hoàn hảo. Các loại thép kém quality sẽ tất cả hàm lượng tạp hóa học cao, những lỗ trống rỗng trong cấu trúc khiến quy trình đánh láng không lúc nào đạt công dụng như hy vọng muốn - Để đạt được hiệu quả đánh láng tốt, phôi đề xuất được khắc ghi độ nhám trước lúc gia công. Khi khẳng định một phôi rất cần phải đánh nhẵn gương, nên lựa chọn loại thép có chất lượng tốt với được cách xử trí nhiệt, nếu như không sẽ ko đạt được kết quả mong đợi
? Ảnh hưởng trọn của quy trình xử lý nhiệt đến đánh bóng
- quá trình nhiệt luyện không cân xứng sẽ khiến cho cho mặt phẳng của thép không đồng hầu hết hoặc những đặc tính không giống nhau, củng là trong số những yếu tốt ảnh hưởng đến quy trình đánh bóng
? Kỹ thuật tiến công bóng của fan thợ
- Do quá trình đánh nhẵn khuôn trọn vẹn được thực hiện bằng tay nên kĩ năng của con người vẫn là yếu tốt quan trọng nhất tác động đến quality thành quả cuối cùng - khi đã tất cả phôi chất lượng, được xử lý nhiệt một cách chính xác, bạn chỉ mới nắm được một nửa trong câu hỏi hoàn thiện bề mặt siêu nhẵn còn lại phụ thuộc vào khả năng của bạn

6️⃣ Một số để ý khi sử dụng các vật bốn trong quá trình đánh nhẵn khuôn
? Những chú ý khi sử dụng đá mài dầu cùng giấy nhám
- Đối với các mặt phẳng khuôn gồm độ cứng cao nên thực hiện đà mài dầu mềm cùng sạch - Khi chuyển đổi độ grit trong quy trình chà nhám, phôi với cả tay thợ kỹ thuật phải phải được làm sạch nhằm tránh mang những hạt grit thô quý phái khâu có tác dụng mịn tiếp theo - Khi tiến hành các quy trình mài khác nhau, họ nên thay đổi hướng chà của giấy ráp theo một góc khoảng tầm 45° để vứt bỏ các phân tử ở phía trên. Khi thải trừ hạt mèo hạt mài lớn (trên bậc) cần kéo dãn dài thời gian chà nhám lên 25% (quy thay đổi theo các kích cỡ tiếp theo) - biến hóa các hướng không giống nhau trong quá trình mài nhằm tránh sự không đồng đều các vân bên trên phôi
? Những chú ý khi áp dụng mài và đánh bóng bởi bột kim cương
- việc mài với đánh bóng bởi bột kim cương cần được tiến hành dưới áp lực đè nén nhẹ hơn, đặc biệt là với các bộ phận bằng thép đã có được tôi cứng từ trước - khi đánh bằng bột mài dạng sệt khoảng #8000, download trọng phổ cập là 100-200g/cm² tuy nhiên rất cạnh tranh để duy trì độ đúng chuẩn tải trọng này - Để thao tác dễ dàng hơn trong các khu vực nhỏ hẹp, nên lựa chọn các nhiều loại nỉ phù hợp, các bạn củng rất có thể cắt một phần nỉ đi để triển khai nó mềm hơn. Điều này giúp kiểm soát áp suất tấn công bóng để bảo đảm rằng áp suất bề mặt không quá cao - Khi áp dụng bột kim cưng cửng để nhằm bóng, không chỉ mặt phẳng gia công nên được thiết kế sạch mà lại cả tay người thao tác củng đề nghị sạch sẽ
? Đánh láng khuôn vật liệu nhựa cần chăm chú những vấn nhằm sau
- câu hỏi đánh nhẵn khuôn nhựa hoàn toàn khác hoàn toàn với việc đánh bóng trong những ngành công nghiệp khác. Đánh láng khuôn nhựa đòi hỏi phải bao gồm độ bao gồm xác, yêu ước của bề mặt hoàn thiện cao nên thường được hotline là tiến công bóng gương. Nó không những yêu ước cao về độ bóng hơn nữa về độ phẳng, độ mịn và độ đúng đắn hình học - Tiêu chuẩn đánh bóng gương thường được tạo thành bốn cấp: A0=Ra0.008μm, A1=Ra0.016μm, A2=Ra0.032μm, A3=Ra0.063μm - Đánh láng khuôn mẫu nhựa là một quy trình đánh bóng đòi hỏi độ tỷ mĩ khi tối ưu cao cho nên nó thường được tiến hành theo phương pháp thủ công. Các mô hình khác như tiến công bóng điện, đánh bóng bởi dung dịch, tiến công bóng từ tính, đánh bóng hóa học, tiến công bóng siêu âm hoàn toàn có thể đạt được hiệu quả cao, thời hạn thực hiện nhanh nhưng không đủ đảm bảo an toàn độ chính xác hình học
✅✅✅ Tham khảo danh mục dụng nắm - vật bốn mài khuôn
7️⃣ Cách giải quyết một số vụ việc khi tiến công bóng khuôn nhựa
? Đánh bóng vượt mức
- vấn đề thường gặp gỡ phải trong quá trình đánh láng (có thể nói là xẩy ra hằng ngày) đó là hiện tượng "đánh bóng vượt mức", khi họ đánh láng qua điểm, cơ mà đáng lẽ phải tạm dừng thì khuôn có khả năng sẽ bị giảm unique đáng kể, mặt phẳng khuôn unique kém - Triệu hội chứng của quá trình đánh bóng quá mức rất có thể khiến khuôn vật liệu bằng nhựa sần sùi như vỏ cam cùng rỗ. Đánh bóng tất cả quá mức phần đông xảy ra trong đánh bóng cơ học
? nguyên nhân tại sao lại xuất hiện vỏ cam trên bề mặt khuôn
- mặt phẳng thô ráp của khuôn được điện thoại tư vấn là "sần vỏ cam" và có nhiều gây ra hiện tượng này. Vì sao thường chạm chán nhất chính là do mặt phẳng khuôn quá nóng hoặc vì thấm rất nhiều cacbon. Điều này xảy ra thường là do áp lực đánh bóng cao và thời hạn đánh bóng thừa lâu đang dẫn đến tình trạng này - Ví dụ: áp dụng bánh vải tiến công bóng, nhiệt tạo nên bởi bánh vải hoàn toàn có thể dễ dàng tạo ra hiện tượng "sần vỏ cam" nếu như không kiểm soát và điều hành tốt trong quy trình mài - các loại thép cứng hơn có thể chịu được áp suất tấn công bóng cao hơn, thép mềm hơn sẽ dễ dẫn đến hiện tượng lạ "đánh bóng thừa mức" hơn. Các phân tích đã chỉ ra rằng rằng hiện tượng kỳ lạ đánh bóng vượt mức sẽ chuyển đổi tùy thuộc vào độ cứng của thép
? các biện pháp để loại trừ hiện tượng "sần vỏ cam" trên phôi ép nhựa
Khi bắt đầu nhận thấy bề mặt khuôn lộ diện rỗ, không ít người dân có xu thế tăng áp suất tấn công bóng hoặc kéo dãn dài thời gian đánh bóng, vấn đề này chỉ khiến cho tình hình tồi tệ thêm
Có thể thực hiện các cách thức sau để khắc phục triệu chứng này
(1) Để làm sạch bề mặt bị lỗi, các bạn nên áp dụng cỡ phân tử mài to hơn một chút so với form size hạt trước đó. Sau đó, thực hiện quá trình mài cùng với lực nhẹ và đông đảo tay hơn (2) giảm độ căng ở ánh nắng mặt trời thấp hơn ánh nắng mặt trời tôi thép 25°C, kế tiếp mài với hạt mài mịn nhất trước lúc đánh bóng cho đến khi đạt kết quả ưng ý, sau cuối đánh bóng bằng lực nhẹ hơn
? lý do hình thành "rỗ" trên bề mặt phôi
Do một số trong những tạp chất sắt kẽm kim loại có vào thép thường là gần như oxit cứng và giòn, có kết cấu không đồng nhất và được mang ra khỏi mặt phẳng thép trong quy trình đánh bóng, tạo nên các vệt rỗ. Những yếu tố chính gây nên hiện tượng rỗ bề mặt khuôn như sau
- Áp suất tấn công bóng quá lớn và thời gian đánh nhẵn lâu - Độ tinh khiết ko đủ, hàm lượng tạp chất trong phôi cao - mặt phẳng khuôn bị rỉ sét - các phần cháy không bị loại bỏ
? các biện pháp đào thải hiện tượng rổ bề mặt
(1) cảnh giác mài lại bề mặt. Form size hạt mài phải lớn hơn một chút so với form size hạt được áp dụng trước đó, cách mài cuối cùng trước khi thực hiện đánh bóng phải được sử dụng bằng đá tạc mài dầu mềm với sắc nét. Sau thời điểm thực hiện xong, tiến hành đánh nhẵn lại (2) kị dụng các vật tứ đánh bóng mềm khi kích thước sạn bé dại hơn 1mm (3) áp dụng lực đánh bóng về tối thiểu và thời hạn trên một lần tiến công bóng ngắn nhất
? Trên mặt phẳng khuôn sau thời điểm đánh láng gương vẫn còn nhiều vết xước li ti
Một hiện tượng lạ khác củng khá thường xuyên xảy ra, chính là sau khi thực hiện quá trình đánh láng gương ở đầu cuối trên bề mặt vẫn còn những vết xước li ti. Hoàn toàn có thể khi nhìn trực diện bạn sẽ không nhận thấy vết xước tuy thế khi quan sát xéo góc với ánh sáng thích hợp bạn sẽ thấy chen chúc những dấu xước này. Vậy biện pháp khắc phục như vậy nào?
? các khắc phục những vết xước li ti trên khuôn nhựa
Hầu hết tại sao gây ra hiện tượng này là do quá trình đánh trơn cuối không đến kích cỡ hạt như ước ao đợi, bột tấn công bóng kém quality chứa hàm lượng tạp chất cao, môi trường làm việc không đảm đảm bảo sinh
(1) áp dụng bột kim cương unique đến từ các thương hiệu danh tiếng như bột Engis Hyprez Formula L của Mỹ chuyên dành cho đánh trơn khuôn (2) áp dụng hạt kích thước nhỏ hơn để làm mất các vết xước li ti. Có thể xuống mang đến 1μm hoặc 0.5μm (3) tiến hành khâu tấn công bóng gương trong phòng kín, sạch sẽ
✅✅ Tham khảo bột kim cương đánh láng khuôn unique cao
Tìm phát âm các cách thức đánh bóng khuôn1. Đánh nhẵn cơ học tập (Mechanical Polishing) Đánh bóng cơ học tập là phương pháp đánh bóng thải trừ phần lồi, vết xước trên bề mặt phôi bằng phương pháp cắt hoặc làm biến dị dẻo mặt phẳng vật liệu nhằm làm bề mặt nhẵn bóng rộng bằng các sử dụng những dụng thế mài khuôn như: đá mài dầu, đá ceramic, nỉ tiến công bóng, giấy nhám, phép tắc mài giảm kim cương... Cùng được quản lý chủ yếu bởi thủ công Mài cực kỳ mịn cùng đánh bóng rất cần được sử dụng những dụng rứa mài chuyên sử dụng như nỉ, để lấy các hợp chất mài (bột mài, bột kim cương) ma giáp về mặt phẳng lòng khuôn bằng vận động xoay ở vận tốc cao Việc tiến công bóng thủ công bằng tay này thường xuyên tốn các thời gian, yên cầu người thợ cần có tay nghề cao vì chưa phải khuôn như thế nào củng có tính chất giống nhau. Tuy nhiên, hiệu quả đạt được là tốt nhất có thể và tương xứng với mọi loại khuôn gồm độ khó khăn và cấu trúc khác nhau 2. Đánh bóng bằng hóa chất (Chemical Polishing) Đánh bóng hóa học là một quy trình mà vào đó mặt phẳng lồi được hài hòa và làm cho phẳng bởi hóa chất. Cách thức này hoàn toàn có thể đánh bóng những phôi có làm ra phức tạp, tiến công bóng đồng loạt nhiều phôi đồng thời và rước lại công dụng đồng bộ cao Độ nhám bề mặt thu được sau quá trình đánh nhẵn hóa học thường xuyên là Ra 10μm 3. Đánh trơn bằng cách thức điện phân (Electrolytic Polishing) Nguyên tắc cơ bản của đánh bóng bởi điện củng tựa như như tấn công bóng hóa chất. Nó đang đánh phẳng các phần lồi trên mặt phẳng khuôn hỗ trợ cho lòng khuôn phẳng đồng rất nhiều nhau So với tiến công bóng hóa học, đánh bóng bởi điện phân giỏi hơn một chút ít vì nó rất có thể loại bỏ ảnh hưởng của ca-tố 4. Đánh bóng cực kỳ âm (Ultrasonic Polishing) Đánh bóng khôn xiết âm là cách thức dựa trên rung đụng tần số cao của để hồn phù hợp mài tất cả xác tiếp tục với bề mặt khuôn, sự cọ xát phần lớn và liên tục này đã giúp mặt phẳng đạt độ bóng bẩy đồng những hơn Để thực hiện điều này cả khuôn sẽ bỏ lên một máy hết sức âm và tất cả hổn hợp mài sẽ tiến hành bôi lên phần đông vị trí phải mài của khuôn. Gia công khuôn bằng sóng hết sức âm đa số không tác động áp lực nên sẽ ít tạo ra biến dạng phôi 5. Đánh bóng bởi dòng hóa học lỏng (Fluid Polishing) Đánh bóng bằng chất lỏng là phụ thuộc vào dòng tung của dung dịch mài để để cọ xát vào lòng khuôn sinh sản nên công dụng đánh bóng. Đánh bóng bởi dòng hóa học lỏng được thực hiện bằng cha phương pháp: phun hợp hóa học mài, phun chất lỏng, mài thủy cồn lực 6. Đánh bóng từ tính (Magnetic Polishing) Mài bằng cách thức từ tính là sử dụng các hạt mài bao gồm từ tính, dưới ảnh hưởng của sóng ngắn từ trường sẽ di chuyển trên mặt phẳng của phôi cùng đánh láng lòng phôi Phương pháp này cho tác dụng cao, quality tốt dễ ợt kiểm soát cùng xử lý. Với các hợp hóa học mài mòn phù hợp, độ nhám mặt phẳng có thể đạt cho Ra0.1μm 7. Phương pháp đánh bóng lếu hợp bởi siêu âm cùng tia lửa điện (Electric spark ultrasonic composite polishing) Để cải thiện tốc độ tiến công bóng của phôi gồm độ nhám bề mặt từ Ra 1.6μm trở lên, sóng cực kỳ âm được kết phù hợp với nguồn năng lượng điện xung dòng đỉnh cao tần số cao, hẹp chuyên dụng cho tiến công bóng hỗn hợp Khả năng mài mòn bởi rung hết sức âm với xung điện ảnh hưởng đồng thời lên bề mặt phôi giúp sụt giảm nhanh độ nhám bề mặt của phôi. Cách thức này sệt biệt tác dụng khi xử lý bề mặt phôi thô sau quy trình tiện, phay hoặc EDM Nhiều thanh niên chơi thể dục trên sân ước Tre, đường Lương ráng Vinh (quận Tân Phú, TP HCM) tiến công bóng chuyền với phong thái độc đáo: một chạm bằng ván gỗ, bàn nhựa. Bạn đang xem: Băng ghế khán đài nhà thi đấu thi thao Những pha chơi bóng chuyền bằng bàn nhựa, miếng gỗ một số trong những thanh niên chơi thể thao bên trên sân cầu Tre, con đường Lương ráng Vinh, quận Tân Phú, TP HCM hay sử dụng ván gỗ, bàn vật liệu nhựa để đánh bóng chuyền khiến nhiều fan thích thú.
Đánh láng chuyền bằng bàn nhựa nhẵn chuyền đánh bóng chuyền nghịch bóng chuyền ở thành phố sài thành đánh bóng bằng ván ghế vật liệu nhựa |























